How to maximise profits by better production planning

Introduction
Despite the logical link between planning and the profitability of a business, it is not uncommon for businesses to neglect planning. There are several reasons for this, not least of which is that put forward by Sir John Harvey Jones. “Planning is an unnatural process; it is much more fun to do something. The nicest thing about not planning is that failure comes as a complete surprise rather than being preceded by a period of worry and depression.”
This document provides an understanding of the general principles of operational planning in businesses which generate value by using limited resources to produce products or services.
These principles apply equally to businesses that make money from products and to those who provide services, so references to products in this white paper can also be interpreted as services.
What is Operational Planning
The two most important concepts in operations planning are Capacity and Demand:
- Capacity is a measure of a business’s ability to produce products. In general capacity is defined in terms of the Resource used to generate products. A resource can be one of a wide range of business assets. Very often they are machines in a factory which have very specific capability. However, they could also be people with specific skills or assets not directly associated with the production process such as test facilities or specialised storage.
- Demand is a measure of the total requirement from all customers for all products and services produced by the business. In general businesses do not expect or aim to satisfy all demand. So, for the purposes of this discussion, we will define Demand as a measure of the targeted requirement from all customers for all products produced by the business
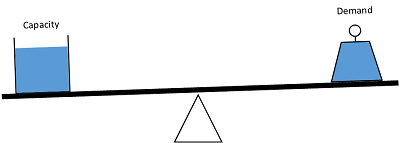
Essentially the planning process involves balancing Capacity and Demand
Why Plan?
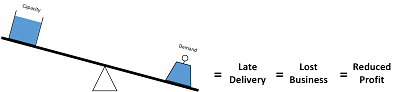
The reason it is so important to plan by maintaining a balance between capacity and demand is that it is one of the main ways to maximise profit in a business. If the balance is such that Demand exceeds Capacity the business will not have sufficient resource to meet the demand in the timescales promised to the customer. In turn this will mean the business will be lost and profits will be reduced as a result.
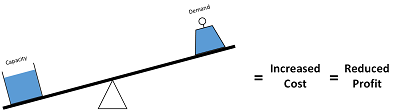
If Capacity exceeds Demand then the additional capacity is not adding value to the business and will effectively be an additional cost thereby reducing overall profit from its potential.
In practice it is not desirable to aim to match capacity exactly with demand. It is desirable to allow some excess capacity in order to account for unplanned performance, reduction in resources or short term fluctuations in demand.
Barriers to the Planning Process
- Responsibility for Capacity and Demand are normally managed by two quite separate elements of the business – often Operations manage capacity and Sales or Sales & Marketing manage demand.
In many businesses they have quite different objectives:
- Operations are responsible for managing the resources within the business and have an objective of maximising efficiency of those resources. Excess capacity is seen as inefficient and they will therefore aim to reduce it to the minimum required.
- Sales are responsible for maximising revenue coming into the business and achieving targets set for them by the executive team. Very often their targets are achieved without consideration of whether the business has the capacity to produce the orders or indeed if it is profitable to do so.
So, unless there is a concerted effort for these two departments to communicate and agree on the balance between capacity and demand profitability will be put at risk.
- The planning process needs to start well in advance of resources being used to produce products. As indicated in the diagram below the flexibility to adjust the balance between capacity and demand reduces significantly the closer you are to the point at which the products need to be produced.
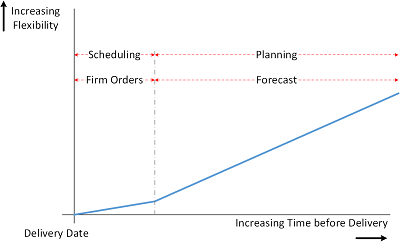
This is partly due to the length of time it takes to change the capacity of the business. Most businesses have key resources which give them a competitive advantage. Such resources are often not readily available on a short lead time. Changing the capacity involving this resource therefore needs to be planned well in advance.
Similarly increasing the demand in a business may take a significant amount of time as it may involve marketing new products to make customers aware of their availability.
Planning Horizons
Operational planning needs to start well in advance of a customer order being received. Once an order has been received the ability to adjust demand is reduced almost to zero. Similarly at that point the ability to amend the capacity is limited to facilities such as overtime and outsourcing.
Planning ahead of orders being received inevitably means that demand has to be based on a forecast. Being able to forecast accurately is not an easy task and requires a considerable amount of effort to achieve.
At this point it is useful to highlight the difference between planning and scheduling, terms which are often used interchangeable but which have quite different functions.
As we have discussed, planning is the process of adjusting capacity and demand to ensure that they are in balance. Scheduling is the process of determining the sequence in which orders will be produced in order to maximise the efficiency with which confirmed orders can be produced on time within the constraints of the available resources.
The time horizon used for planning in a business will vary depending on the nature of the resources and demand. For a business in the food industry the horizon might be of the order of 6-12 months because within that time frame it is possible to increase or reduce the resources required to produce their products and increase or reduce demand as required. Whereas an aerospace or defence manufacturer, where specialised capital equipment is used, the horizon may need to be longer.
Using Consistent Units
It’s important that both capacity and demand are expressed in the same terms e.g. for a business producing cars it is no use saying there is a demand for 500 cars per month and there is a capacity of 80 hours per week. We need to say there is a demand of 500 cars per month and there is a capacity to produce 600 cars per month.
Most businesses produce a range of products and the amount of resource required to produce different products will vary. In the example of a business producing cars there might be a standard model and a deluxe model. The deluxe model might take 20% more resource to produce than the standard model. So it is no longer practical to discuss capacity in terms of cars because the capacity will vary depending on the mix of models in the demand.
It is therefore normal to convert both sides of the equation to units of time. Capacity in terms of the time available and Demand in terms of the time required to produce a known quantity of a product.
It is also necessary to define the time period which the defined demand and capacity relates. It is useful to consider these time periods as ‘buckets’ of time because a bucket has a defined capacity which it is not possible to exceed. You cannot put 10 litres in an 8 litre bucket. In the same way you can’t produce products which require 200 hours of a resource time in a period which only has 160 hours of resource time.
As with the planning horizon the period of the planning buckets will depend on the nature of the business. In particular it will depend on the rate at which change can occur. In a business where demand can change significantly from one week to the next, for example due to sales promotions, it would be inappropriate to use monthly buckets. Using monthly buckets could mask the fact that in one week demand significantly exceeded the available capacity.
In a business with relatively long lead times and slow process times, monthly buckets will provide sufficient granularity for effective planning.
Planning buckets can be defined and visualised as shown in the diagram below.
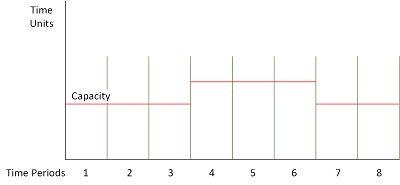
The red line indicates the available capacity for each time period. As shown capacity can vary over time. It is important to model capacity as accurately as possible.
So far it has been assumed that defining capacity is a simple matter of calculating the number of hours a particular resource is available. However, in most businesses several resources will be required to produce products. A simple approach in this situation would be to assume the capacity is the total amount of time available on all resources. The demand would then be the total amount of time required to produce a product. However, this approach can lead to an optimistic model of capacity as described below.
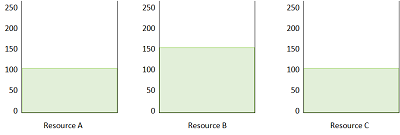
The example represents a facility with 3 resources and production starts on resource A, then passes to Resource B and is then finished on resource C. Let’s assume that each capacity bucket represents a month with a capacity of 250 hours. We will also assume that the product produced by this business has a capacity requirement of 100 hours on each of Resources A and C and 150 on Resource B.
If we analyse the loading based on the business as a whole we would assume that the total capacity available is 750 hours and the total capacity requirement is 350 hours. This would give a loading of 46.7% and we can assume that it would be possible to produce two products a month.
However, consider what would actually happen if we launched 4 products one after the other, as indicated in the diagram below.
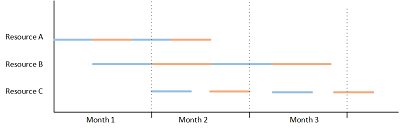
Two products would be available in month 2 but only one would be available in month 3. Taking the capacity of the business as a whole we have over-estimated the true capacity. This is because resource B is not capable of producing 2 products a month. It is the constraint in the process.
In reality the loading of the business is 60% (150/250). It is therefore important that in considering the capacity of a business it is the capacity of the constraint resource which is used.
If you would like more information about any of these planning issues please contact us or have a look through our website.
Back to Case Studies