Elevated Temperature Testing of Aerospace Fuel Control Systems

Benefits of the new system include:
For Argenta’s client, the major benefit is in improved quality control, preventing a bad product being shipped to an airline or operator. If a fault is detected by an airline or an operator in situ on the wing, the cost to fix the problem can be hundreds of thousands of pounds. This increased reliability enhances our clients’ reputation with their customers and provides a service that is not offered by their competitors.
Additional benefits include:
- Fully automated test solution for suite of products
- Turnkey solution - production ready equipment for upscale in elevated temperature testing
- Reduced workload for the engineering team with responsibility being placed within the operations team
- Easy to use by the operator
- The Fuel Metering Unit [FMU] being placed into diagnostic testing does not have to be physically moved from one location to another, the unit remains within the operations system
Background to the project
A FMU has a number of Electronic Interface Devices [EIDs] that control various functions. The test requirements for the FMU’s involve measuring the electrical resistances of the EIDs at ambient temperature only. When the unit is operating on wing, the temperature is much higher. A FMU is returned to the repair facility when a fault is detected against one of the EID’s, which is not always evident during the ambient temperature testing.
The previous elevated temperature testing process would involve the unit being placed into an industrial oven and resistance, voltage and temperature measurements acquired.
Currently about 30% of the units that had a fault reported by the customer are tested using this process. This system is used as a diagnostic tool by the technician if there is a possibility of an electrical fault in the FMU.
Solution Overview
Argenta were commissioned to supply new equipment to move the elevated temperature testing process from an engineering function to the operations team. The testing is now performed by the engineers responsible for diagnosing and building the FMUs. Enabling this to happen means the testing is in line with the rest of the process, meaning time is not wasted in transferring the units from the assembly area to the engineering test rig.
Measurements are being acquired relating to resistance, voltage and temperature via National Instruments [NI] Compact DAQ and LabVIEW. Set up is simple - the FMU is placed inside the oven on the assembly line by the operator and the relevant harness connected between the acquisition system and the FMU. The test is initated by logging into the LabVIEW software, entering the unit details and pressing START within the main user interface.

“If a fault is detected by an airline or an operator in situ, on the wing, the cost to fix the problem can be hundreds of thousands of pounds. So this increased reliability enhances our reputation with our customers and provides a service that is not offered by our competitors.”
Engineer,
supplier of FMU’s to major airlines
Solution in detail
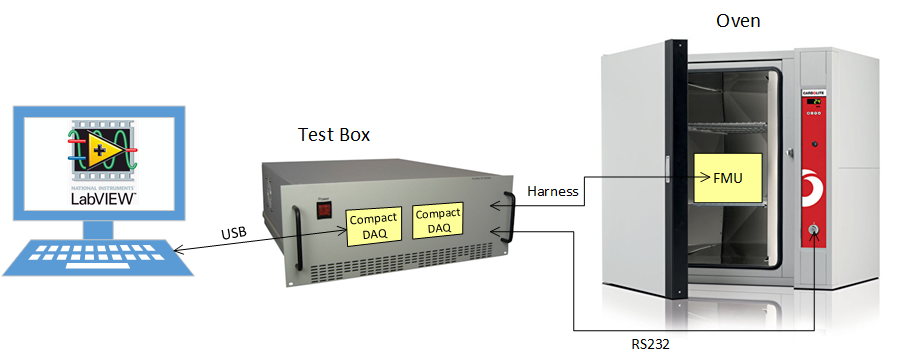
The NI Compact DAQ chassis constitutes the core data acquisition hardware along with the RS232 communication with the oven. The following details the elements of the acquisition system:
Analogue Inputs - these relate to the resistance, voltage and temperature readings being acquired from the FMU via the harness and thermocouple.
Analogue Output – this relates to the AC voltage supply to power the FMU.
Digital Input – this detects when the FMU’s harness has been connected to the Interface Box
RS232 – this sends the demanded temperature from the system to the oven.
The process for an operator to carry out a test is detailed below, showing what the system has to do at each step.
- The operator will place the FMU into the oven and connect the harness
- FMU detection - the system detects what unit type is connected and retrieve the associated parameters
- Operator starts the test, which initialises the data streaming function and begins raising the temperature
- During the Test – there are a series of operations and checks being performed by the system
- Updating the temperature set point of the oven via the RS232 communication to the value relative to the ramp.
- Logging alarms relative to changes in analogue inputs and temperature
- Monitoring the time of the ramp to ensure it does not exceed 3 hours, if so set oven to 20°C and abort test.
- Streaming data to a Technical Data Management (TDMS) file
- Displaying live data for all analogue inputs on a graph on the user interface
- Test Completion - the data streaming function is stopped and the oven is reset to 20°C
Back to Case Studies