How to maximise profits by better production scheduling

Introduction
In a previous white paper we discussed how businesses can improve their profitability through more effective production planning.
Put simply, effective planning is maintaining a balance between capacity and demand. If the balance is such that demand exceeds capacity the business will not have sufficient resource to meet the demand, in the timescales promised to the customer. In turn this will mean the business will be lost and profits will be reduced as a result.
If capacity exceeds demand then the additional capacity is not adding value to the business and will effectively be an additional cost thereby reducing overall profit from its potential.
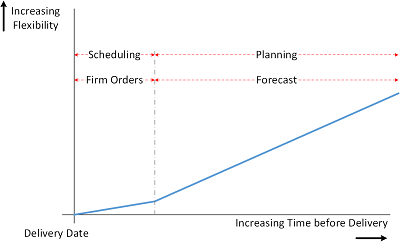
As we noted in the previous paper, planning needs to take place well in advance such that either capacity or demand, or both, can be flexed in order to maintain that balance. Once demand has been translated from a forecast into orders and capacity has become relatively fixed, planning is less effective. This is where scheduling may be more appropriate, with the objective of utilising the available capacity as efficiently as possible to deliver the committed orders to their agreed delivery dates.
What is the Difference between Planning and Scheduling?
The main difference between planning and scheduling is that Planning considers capacity as a bucket for a defined time period whereas Scheduling considers capacity as a time continuum. So where Planning will consist of a list of jobs which can be completed in a given time bucket, Scheduling will define a sequence of jobs where each job has a scheduled start and finish time.
It is also often the case that the definition of capacity differs between planning and scheduling. In planning capacity buckets might relate to groups of resources defined in a relatively general way. Whereas in scheduling resources tend to relate to specific machines, teams of people or even individual people.
When to Schedule (and when not to)
In general Scheduling requires more effort than Planning because it goes into greater detail. So it is a good idea to consider whether or not Scheduling will provide a significant benefit. In a relatively simple production environment where either:
- There are a limited number of resources used to produce products or the resources are linked together in a production line
- Or the products manufactured have dedicated production resources
it is doubtful if Scheduling is either necessary or beneficial. This is particularly true if a detailed, capacity-restrained plan is being produced. An effective plan provides the team with early visibility of potential issues with capacity or demand. Once those issues have been addressed the team can have confidence that they can achieve the orders they are being asked to produce. Scheduling is then relatively simple matter of managing the sequence of orders to best effect.
In a seemingly complex environment it is therefore a good idea, before assuming that scheduling is the solution to poor customer service, to consider improving:
- planning processes to be able to develop a more detailed, capacity-constrained plan
- manufacturing processes to develop a simpler flow in the factory
Planning can be improved by following the guidelines outlined in the previous paper. There are a number of ways in which manufacturing processes can be improved:
Another consideration is the amount of effort required to keep the schedule up to date. It is very tempting, particularly in a complex manufacturing environment, to decide to provide a work-to list for every operation in the plant. There are tools and techniques for doing this but in a complex environment the schedule can very easily be disrupted by a single event, for example a breakdown, at a particular process. This can mean that the schedule for other processes is no longer valid. However, it is very difficult to adjust a complex schedule without making disruptive changes to large parts of the plant, which is far from desirable.
Scheduling techniques
Over time a wide range of scheduling techniques have been developed to meet the range of requirements for different industries and manufacturing processes. For example the scheduling technique for a process plant is very different to that required for an assembly plant.
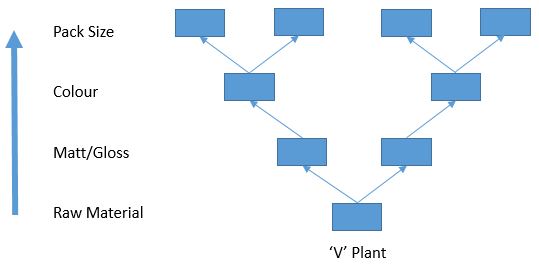
A process plant, such as a steel mill or a paint factory, is very often referred to as a ‘V’ plant because it typically starts with a small range of items which can be converted into a wide range of intermediate or finished products. Such plants typically require a significant element of sequencing based on attributes of the items such as colour, width or material, in order to maintain an effective use of the high capital plant.
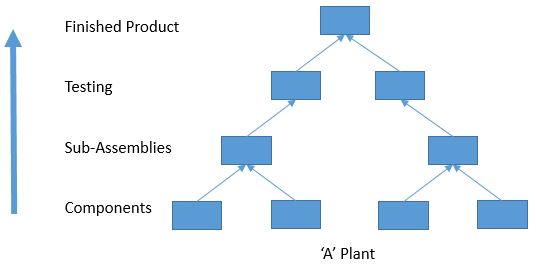
An assembly plant, on the other hand, is often known as an ‘A’ plant, not because assembly starts with an ‘A’ but because this type of plant typically starts with a large number of items and delivers a relatively small number of finished items. Scheduling techniques for these types of plants need to involve a strong element of synchronisation to ensure that all components and sub-assemblies are available in time to complete the finished item with the minimum amount of delay.
For these reasons it is not our intention to go into any more detail on specific scheduling techniques. Based on our experience over many years it is our belief that every business requires a different solution and that is best met by developing a bespoke solution based on standard tools and techniques.
One generally applicable technique that is worth mentioning here is the Theory of Constraints, originally developed by Eli Goldratt. There is a tendency when developing or improving a multi-stage manufacturing process to assume that the most efficient method is to design each stage in the process with the same throughput capability. This is true in theory, provided all stages in the process are capable of operating at 100% efficiency all of the time. However, if that is not the case, and it is sensible to assume that it will not be, then the throughput of the process will be restricted to the throughput of any process which is operating at less than 100% efficiency. In a worst case if one stage breaks down then the whole process will come to a stop.
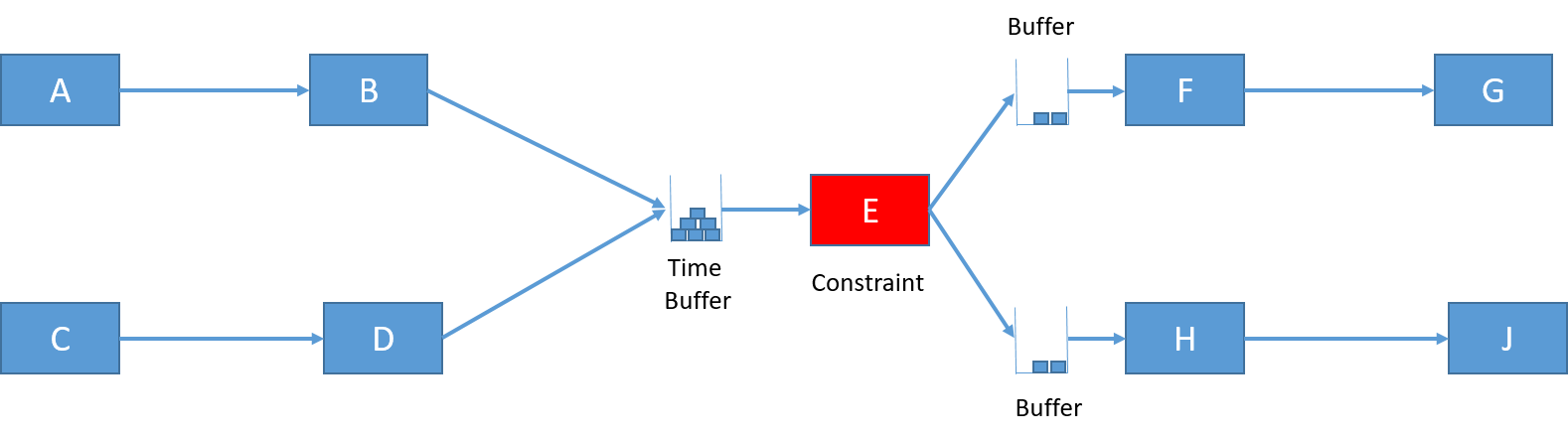
The Theory of Constraints, in a simplified form, proposes that any multi-stage process should have a single process which acts as a constraint and has a lower throughput rate than all the other stages. If we consider a simplified version of a typical manufacturing process
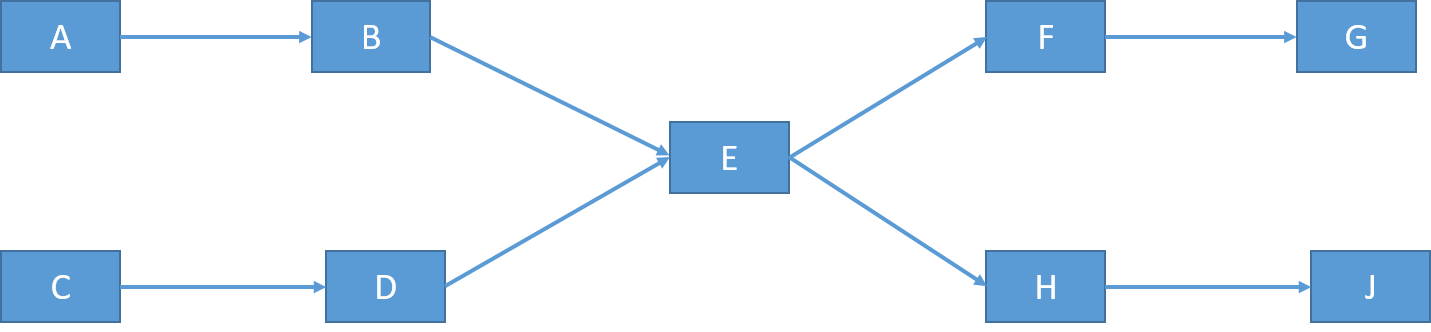
where it has not been possible to develop a dedicated line for each product type. Then a lowering of throughput rate at any stages will have a knock on effect to output of the process as a whole
In the above example if we assume that operation E involves specialist, capital intensive equipment or skilled operators then that can be identified as the constraint. By designing a buffer in front of operation E to ensure that it has sufficient work in progress to enable it to continue working whilst any of the upstream processes are being rectified after down time the overall output of the process can be maximised.
Similarly establishing buffers in front of operations F and H will ensure that operation E can keep operating should there be issues with any of the downstream operations.
The constraint may also have a different shift pattern, for example with breaks covered by additional operators, to ensure that it is able to operate for the longest time possible. It may also have high priority maintenance support to ensure that if it does break down it is repaired as quickly as possible.
Non constraint stages may have flexible shift patterns and be operated by unskilled operators so that they can operate when required and may also be used for other production processes.
From a scheduling point of view the advantage of designing a constraint-based process means that scheduling can be significantly simplified to generating a schedule which makes best use of the constraint. The other operations then only need work to lists which support the constraint schedule and potentially can be reduced to simple visual systems.
Scheduling tools
The scheduling process inevitably involves significant amounts of data to define the demand, the production routing and the work in progress. To reduce the amount of effort required many different scheduling products have been developed. Each one has been started with a particular focus in mind. Then, as the customer base has increased, additional functionality has been added with the aim of being applicable to a wider and wider range of environments. The downside to this is that, for a given application, a large proportion of the functionality is not required. However, the process for implementing the solution involves selecting the requisite functionality through some form of programming, meaning that implementation requires expert input.
One approach is to develop a ‘clever’ algorithm which is capable of ‘optimising’ a production schedule based on defined rules and objectives. Several such algorithms have been developed by universities and software companies but our experience is that they are rarely completely successful. This is partly because there are always local, short term events or circumstances which the algorithm has not been designed to take account of. This means that the scheduling or production manager rejects the output as not being achievable.
In our view the intelligence and experience of a professional human scheduler is more capable of taking into account the many conditions and constraints that occur in a manufacturing environment. Therefore it is more effective to provide them with a bespoke tool which presents all the relevant data in an easy to understand form and enables them to develop a schedule with the minimum amount of effort.
Maintaining the schedule
One important consideration when implementing a scheduling solution is that it needs to be capable of being updated with the current situation on the shop floor. It is very rare for a shop floor to be completely empty, so for a schedule to be accurate it needs to know what has already been committed and what is already in progress. For an environment which has long running processes or batches it also needs to know how much of the current batches has been completed. This type of information is not always that easy to obtain even when some form of shop floor data capture system is in place.
This re-confirms one of the main points of this discussion, when it comes to scheduling, KEEP IT SIMPLE!
If you are looking to introduce production scheduling and would like to tap into our many years of experience, get in touch and we can have a cuppa and a chat!
Back to Case Studies